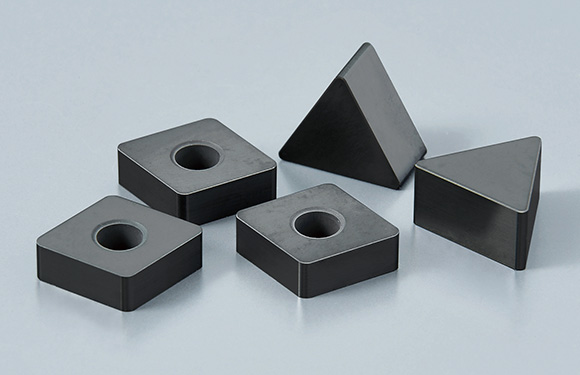
Керамические пластины для резцов токарного станка
- Содержание:
- Различные виды износа
- Классификация резцов
- Керамические токарные пластины. ЕСТЬ ли СМЫСЛ? - видео
- Тест керамики Microbor и эльбора OKE по калёнке на ЧПУ - видео
В металлообработке есть аксиома, которая побуждает использовать правильный материалы для работы. Сейчас правильный материал - это керамика. Это высокопроизводительный материал для фрезерных и токарных работ. Их применение в металлообработке дало преимущества для всех типов производств за счет улучшения производительности резки и срока службы инструмента, снижения затрат на оснастку и упрощенной замены. Токарная обработка - почти идеальная операция для керамических пластин. Среди них имеется огромный выбор форм, подложек, покрытий и геометрий, из которых можно выбирать. Керамические пластины рекомендуются для токарной обработки углеродистых и легированных сталей (38-64 Rc) или токарной обработки чугуна.Превосходная термостойкость обеспечивает высокую скорость обработки (керамика из оксида алюминия). Керамические пластины обеспечивают хорошее качество поверхности благодаря низкому сродству к материалу заготовки. Керамика из нитрида кремния (KS6000) имеет улучшенную стойкость к тепловому удару, что позволяет обрабатывать чугун с использованием охлаждающих жидкостей. Все керамические режущие инструменты имеют отличную износостойкость при высоких скоростях резания. Существует целый ряд керамических марок, доступных для различных применений. Оксидная керамика изготовлена на основе оксида алюминия (Al 2 O 3 ) с добавлением диоксида циркония (ZrO 2 ) для торможения растрескивания. Это создает материал, который химически очень стабилен, но которому не хватает сопротивления тепловому удару. Смешанная керамика усилена частицами путем добавления кубических карбидов или карбонитридов (TiC, Ti (C, N)). Это улучшает ударную вязкость и теплопроводность. В керамике, усиленной вискером, используются усы из карбида кремния (SiC w) резко увеличить ударную вязкость и включить использование охлаждающей жидкости. Армированная вискером керамика идеально подходит для обработки сплавов на основе никеля. Керамика из нитрида кремния (Si 3 N 4 ) представляет собой другую группу керамических материалов. Их удлиненные кристаллы образуют самоупрочняющийся материал с высокой прочностью. Сорта нитрида кремния являются успешными в сером чугуне, но отсутствие химической стабильности ограничивает их использование в других материалах заготовки. Сиалон (SiAlON) сорта сочетают в себе прочность самоупрочняющегося нитрида кремния сети с повышенной химической стабильностью. Марки Sialon идеально подходят для обработки жаропрочных суперсплавов (HRSA).
«Высокая скорость обработки поверхности и агрессивная глубина резания подтолкнут машину к проектным пределам. «Смазка линейных направляющих, подшипников шпинделя и шариковых винтов должна быть подтверждена в соответствии со спецификацией. Гибкие и регулировочные зазоры также должны быть изменены, чтобы исключить любые колебания в движении станка». Если операция протекает во влажном состоянии, подача охлаждающей жидкости и ее мощность должны быть достаточными для затопления зоны резания, чтобы постоянно поддерживать среднюю температуру пластины и снизить любой возможный тепловой удар, тем самым увеличивая срок службы инструмента. «Объем охлаждающей жидкости важнее давления при резке керамикой». «Хотя усиленные резцы гораздо менее подвержены тепловому удару от непоследовательного нанесения охлаждающей жидкости и механическому удару от прерывистых порезов, лучше быть в безопасности, чем сожалеть». При обработке прерванных резов армированной керамикой скорость резания является критическим параметром. «Керамические резцы очень прочные. «Они могут прерываться на поверхности заготовки. Однако очень важно поддерживать постоянную скорость». Основное правило для прерывистых разрезов - оценить процент пустот на поверхности, а затем увеличить скорость резания на этот процент. Рассчитайте окружность заготовки, затем вычтите общую сумму прерываний. По сути, этот расчет дает меньший диаметр. Затем скорость вращения для рассчитанного меньшего диаметра должна быть увеличена до значения исходной скорости поверхности, чтобы компенсировать потерю при выделении тепла, создаваемую пустотами.
Различные виды износа
Обычные модели износа для армированных керамических вставок отличаются от моделей износа, наблюдаемых на карбидных вставках. Многие тратят деньги, преждевременно бракуя керамические вставки. Керамические резцы отслаиваются вдоль режущей кромки. «Отслаивание мелких деталей вокруг верхней периферии вкладыша является результатом давления, вызванного боковым износом. При черновой обработке, где чистота поверхности не является критической проблемой, этот тип износа инструмента, как правило, не является проблемой. Во многих случаях , это преимущество, потому что отслаивание, почти как дробление кремня, открывает новый острый край. Контрольным признаком отслаивания в керамических пластин является искрение, которое видно при движении вверх по поверхности. Это вызвано трением от чипа, когда он проходит по шероховатой поверхности резца.Классификация резцов
Проходные прямые резцы. Широкой востребованности в токарном процессе они не получили. Но мастера часто используют их для обработки изделий цилиндрической формы. В редких случаях прямые резцы подойдут и для снятия фасок. Державки (стержни) прямого проходного режущего инструмента бывают или прямоугольными, или квадратными. Последними выполняют более сложные работы. Проходные отогнутые резцы делятся на два вида. У одних рабочая часть выгнута вправо, у других – влево. В токарном процессе ими обрабатывают торцевую часть металлической заготовки. Размер державок отогнутых резцов зависит от цели применения. Более всего у токарей пользуются спросом стержни размером 25х16 мм. Реже всего пользуются инструментами с державками 40х25 мм. Проходные упорные отогнутые резцы очень востребованы в токарном процессе. Таким режущим инструментом выполняют обработку цилиндрических изделий вдоль оси их вращения – это и есть преимущество данного типа оснастки. Благодаря этому с детали за один раз можно спилить большой слой лишнего металла, что ускоряет процесс обработки. Державки упорных отогнутых металлоизделий выпускаются в пяти разных размерах, в зависимости от способа работы. Подрезные отогнутые резцы похожи на проходные, но с одним отличием. Режущая часть у них сделана в виде треугольника. Таким резцом металлическое изделие нужно обработать перпендикулярно оси вращения. Стержни у этого типа изделий бывают только трех размеров: 16х10 мм, 25х16 и 32х20 мм. Отрезной вид резцов самый востребованный для работ с металлическими изделиями на токарном оборудовании. Инструменты этого типа мастера применяют, когда нужно отпилить кусочек изделия ровно под углом 90 градусов. С помощью отрезного металлорежущего изделия прорезаются углубления различной длины в заготовках. У него есть отличительная черта – тонкая ножка с припаянной твердосплавной пластинкой. Резьбонарезные резцы применяются только для создания наружной резьбы. Чаще всего этим инструментом выполняют резьбу метрического вида. Но если поменять угол заточки, то можно получить металлическую выделку другого типа. У инструмента режущая поверхность сделана в форме копья, а изготавливают его в трёх основных размерах: 16х10 мм, 25х16 мм и 32х20 мм. Резцы для внутренней резьбы. Размеры таких оснасток следующие: 16х16х150, 20х20х200 и 25х25х300 миллиметров. У державки резца из металла для внутренней металлообработки сечение сделано в виде квадрата. Таким инструментом для манипуляций с металлом пользуются только в токарных устройствах, где установлены специальные приспособления, у профессиональных токарей называемые «гитарой». Расточные резцы применяются для растачивания сквозных отверстий, которые ранее были высверлены другими инструментами. У рабочей части детали есть небольшой изгиб. Он равен примерно тому слою металлостружки, которая получается во время обрабатывания отверстия. Работать этими изделием можно с отверстиями, чья глубина равна одной из державок. Существуют также универсальные (или сборные) резцы для токарного процесса. Эти режущие инструменты изготавливают с пластинами разного типа. Благодаря этому, меняя мини диски, можно обрабатывать изделия под различными углами. Применяют такие резцы на специальных токарных устройствах. Ими мастер производит расточку сквозного или глухого отверстия, контурную обточку и другие тонкие токарные работы. В зависимости от того, как расположен резец к рабочей поверхности обрабатываемого изделия, их различают на тангенциальные и радиальные. Тангенциальный резец находиться под непрямым углом от плоскости, которую им обрабатывают. Его применяют в механизмах-автоматах и станках-полуавтоматах. Благодаря таким инструментам процесс работы с изделиями из металла становится чистым и точным. Радиальные резцы устанавливают строго под углом 90 градусов к обрабатываемой заготовке. Их проще крепить на токарный станок. Такую модель используют для работ на промышленном оборудовании.Керамические токарные пластины. ЕСТЬ ли СМЫСЛ? - видео
Тест керамики Microbor и эльбора OKE по калёнке на ЧПУ - видео

Читайте также на сайте: