Расточка каналов ГБЦ ВАЗ 8 клапанов
- Содержание:
- Технология расточки
- Теория ДВС: Расточка каналов ГБЦ 21083 (8 кл.) - видео
- Портинг гбц ваз. Пособие для чайников - видео
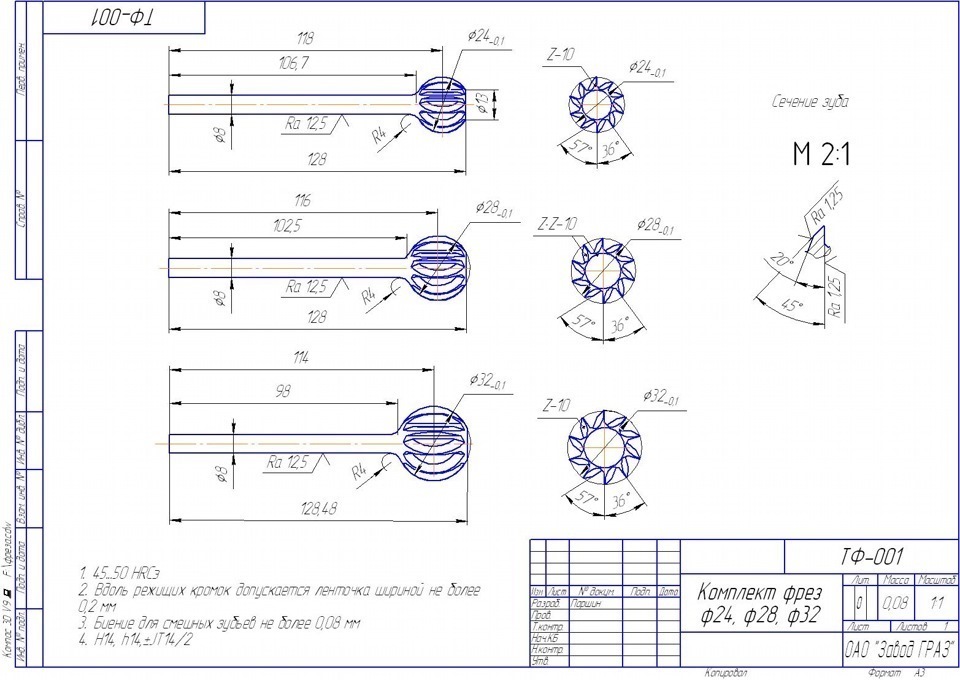
Если выполнить расточку каналов 8-ми клапанной головки ВАЗ и откорректировать текущее состояние коллектора и каналов ГБЦ, можно повысить коэффициент наполнения цилиндров, что ведет к повышению отдачи, мощности двигателя. Не редко доработку выполняют как завершающий этап по увеличению объема ДВС. Доработка ГБЦ выполняется для достижения следующих целей: • Немного увеличить диаметр; • Удалить дефектные литьевые участки; • Откорректировать радиусы скругления; • Отполировать каналы. Геометрия коллекторов вместе с магистралями ГБЦ в процессе доработки изменяется. При неправильно выполненной работе можно не просто не добиться желаемого повышения мощности, но также потерять эффективность работы мотора, привести к его быстрому износу, поломкам. Чтобы выполнить процедуру расточки каналов ГБЦ, вам потребуется: • Шаровой фрез, соответствующий нужному диаметру расточки (29, 31, 32 миллиметра); • Наждачная бумага; • Шарошки; • Дрель; • Штангенциркуль; • Шланг меньшего диаметра по сравнению с расточенным каналом.Нередко народные умельцы заменяют шаровые фрезы на альтернативный инструмент, изготовленный самостоятельно: на клапанах подходящего диаметра формируется режущая плоскость.При доработке следует с особой осторожностью относиться к увеличению диаметра канала (превышать рекомендуемые 32 и 29 мм категорически не рекомендуется): высок риск вскрытия рядом проходящей рубашки охлаждения, что приведет к невозможности дальнейшей эксплуатации тюнингуемой «головы».Внимание! «Завтуливание» участка масляного канала в четвертом впускном канале обязательно в любом случае. Оставив канал прикрытым тонкой алюминиевой стенкой (расточка на диаметр менее 32 мм), экстренный прорыв канала под давлением масла на работающем моторе неизбежен.Окончательно на торец ГБЦ устанавливается прокладка и производится ее доработка. С расточкой каналов ГБЦ девятки принято совмещать замену всех 8 клапанов на аналоги увеличенного размера с сохранением соотношения: диаметр впускного клапана – 0,75 от диаметра выпускного. В большинстве случаев применяется пара 39-34 мм; допускается до 41-34 мм. Фаски клапанов и седел (уже развернутых или установленных новых) подлежат доработке.
Технология расточки
• Применяемый инструмент – шаровые фрезы подходящего диаметра (31-32, 29 мм), шарошки, наждачная бумага. • Нюансы выполнения – обработка имеет место быть только после расточки коллекторов и только по фасонному контуру, который получается после предварительной стыковки. • Основные операции – фрезерование всех каналов со стороны коллектора и камер сгорания с последующей шлифовкой только выпускных. • Выдерживаемые размеры: впуск – 31-32 мм; выпуск – 29 мм. • Подводные камни – во впускном канале четвертого цилиндра вскрывается маслоканал, подлежащий «завтуливанию»; рубашка охлаждения пролегает довольно близко и при превышении размеров может быть вскрыта (восстановлению такая ГБЦ не подлежит). 1. Снятие, разборка и дефектовка Нам потребуется рассухариватель 2108, инструмент для забивания направляющих, химия для чистки. Разбираем все по книжке, чистим, подписываем что и откуда. Разбирается всё просто, но осторожность не помешает при работе с пружинками, любят они стрелять — пострадавшие все как один говорят что не смогли среагировать, да ещё и выстреливают они вверх, а сверху обычно лицо находится удивленное, я с ней работал с особой опасностью. Ещё выбил направляющие – клапана просто болтались в них поэтому решил менять.2. Закупка запчастей после дефектовки: — направляющие — маслосъёмные колпачки — фрезы маленькие -шарошки (сделал сам) -наждачная бумага Р80-120-180-240-320 и Р600 3. Шарошки 28,30,32 мм своими руками – из-за ограниченного бюджета Если есть возможность — купите хорошие фрезы, если денег мало, а желания расточить ГБЦ много читаем ниже... Потребуются: - верх.шаровая 2107(33мм) — 1шт - нижн.шаровая 2107(30мм) — 2шт - болт и гайка( соединительная) Освобождил заготовки для фрез, заварил болт. Начинаем вырезать зубья стараясь поддерживаться этому рисунку). Обтачиваем до размера 28, 30 и 32 мм, измеряя штангенциркулем в процессе обточки)
Минусы: низкое качество, небольшой ресурс, неудобства при работе. Плюс: экономия. 4. Расточка ГБЦ каналы впуск 33 мм, выпуск 30 мм.
Наплывы лучше снимать маленькими бор-фрезами (комплект около 80 руб), но их длины не хватает немного и приходит на помощь вот такое 3-минутное изобретение, фрезой не назову, но пилит. Проходя канал 28 мм фрезой очень чувствуются косяки при производстве. Прошёл первый вечер, расточены впуск/выпуск в 30 мм. Проваливается выпускной клапан как показатель 30 мм, растачиваем в 33 мм.
Ничего сложного в расточке ГБЦ нет, если не выходить за рамки 32/29, дальше есть риск провалиться в рубашку охлаждения, маслоканал втулить обязательно, каналы шлифовать после фрезы, полировать впускные каналы нельзя, выпускные можно, но эффекта полировки немного.
5. Втулим маслоканал Добрый человек нарисовал чертеж втулки.
Втулочку вытачиваем только после обработки отверстия в ГБЦ, иначе, вполне можно пролететь с размерами. Наружный диаметр ~18мм, внутренний ~15мм. 6. Расточка впускного коллектора в 33 мм После расточки впускных каналов ГБЦ в 33 мм нужно расточить коллектор в эти же 33 мм, всё вроде просто, но на деле ГБЦ точится гораздо проще))) Особняком нервов и злости стала перегородка между каналами — фрезой трудно проходить из-за перегородки, наждачной бумагой тоже, приходилось классически — через резиновый шланг, ветоши и наждачной бумагой, предварительно убрав эту перегородку мелкими фрезами)
7. Шлифовка ГБЦ Использовал гибкий шланг и шестигранник, в котором срезал поворот и сделал вырез, куда крепил наждачку. Шлифовка Р80-120-180-240-320-600.
8. Стыковка вып.коллектора Доработка необходимая, даже без расточки каналов. Использовал пластилин, прижимая коллектор видно нестыковку, которую и надо убрать. Штифты чтобы коллектор не гулял.
юбые "ступеньки" в канале рождают паразитные завихрения, заметно тормозящие поток, поэтому от них необходимо избавиться. Убираем нестыковки, одновременно доработав прокладки под коллектора (дабы пресловутых ступенек не создавали и они). Настоятельно рекомендую перед удалением нестыковок каналов сделать следущее — посадить коллектора на штифты. Причиной тому служит крепёж коллекторов на некоторых двигателях, допускающий некоторое смещение плоскостей коллекторов и ГБЦ друг относительно друга. Чем это грозит, предельно ясно — немного сместив коллектора при крепеже после удаления нестыковок, мы самостоятельно убиваем плоды своей же работы. Штифтов достаточно по два на коллектор — по краям. Ищем место на ГБЦ и коллекторе, где можно безопасно всверлиться. В ГБЦ прочно сажаем металлический штифт, на который легко, но без особых люфтов должен надеваться коллектор — вуаля, точное позиционирование коллекторов относительно ГБЦ нам гарантировано. Не забудьте только сделать несколько дополнительных отверстий в прокладке. Отмечу так же, что если диаметр канала впускного коллектора меньше диаметра канала ГБЦ на 1-1,5 мм при нормальной соосности каналов, то это не создаст измеримого сопротивления прохождению потока, поэтому филигранной подводкой диаметров каналов в этом случае можно пренебречь. На выпуске аналогично, только наоборот — выпускной канал в ГБЦ может быть несколько меньше канала в выпускном коллекторе. Более того, т.к. называемые "обратные ступеньки" на выпуске используют для борьбы с некоторыми негативными явлениями настроенной выпускной системы, но сейчас разговор не об этом.
Клапана не заходят и это хорошо, надо развернуть
10. Зенковка седел
а – седло впускного клапана б – седло выпускного клапана I – новое седло II – седло после ремонта. Сначала проходил под 45гр, потом 20гр и 15гр. хотя можно и наоборот. Качество зенковок не радует. Итог, фаски 20 и 15 градусов почти не видно, но они есть) 11. Притирка клапанов Притирку клапанов делал впервые, жутко утомительное занятие.
Проверка (взято из мурзилки): Для проверки герметичности клапана установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение трех минут керосин не просочится в камеру сгорания – клапан герметичен. 12. Фрезеровка ГБЦ Фрезеровал на 2мм. Сделали качественно. После фрезеровки остается много масла и стружки, прикупил химию для чистки.
Напшикал, подождал, прочистил, продул с помощью компрессора и так до логического завершения. 13. Распредвал Нуждин 10,93 282гр. Хороший человек предложил 10,93 вместе с шестерней, валик бегал немного, долго сравнивал, прикидывал, читал отзывы и решил купить 10,93, хорошие результаты должен показать с расточенной ГБЦ.
Данные с оф.сайта (Нуждин 10,93): • Подъем клапана (мм) 10.93 • Ширина фазы (градусы ПКВ) 282 • Базовый диаметр 37,5 мм Рекомендуемые установочные фазы — впуск открытие 34 градуса до ВМТ, закрытие 68 градусов после НМТ, выпуск открытие 65 градусов до НМТ, закрытие 32 градуса после ВМТ. Подъем впускного клапана в точке ВМТ 2,10 мм.
Теория ДВС: Расточка каналов ГБЦ 21083 (8 кл.) - видео
Портинг гбц ваз. Пособие для чайников - видео
Читайте также на сайте: